

डब्ल्यूपीसी डेकिंग एक्सट्रुजन लाइनच्या उत्पादनाची गती कशी सुधारायची?
डब्ल्यूपीसी डेकिंग एक्सट्रुजन लाइन्ससाठी उत्पादन गती ऑप्टिमाइझ करणे: एक व्यापक मार्गदर्शक
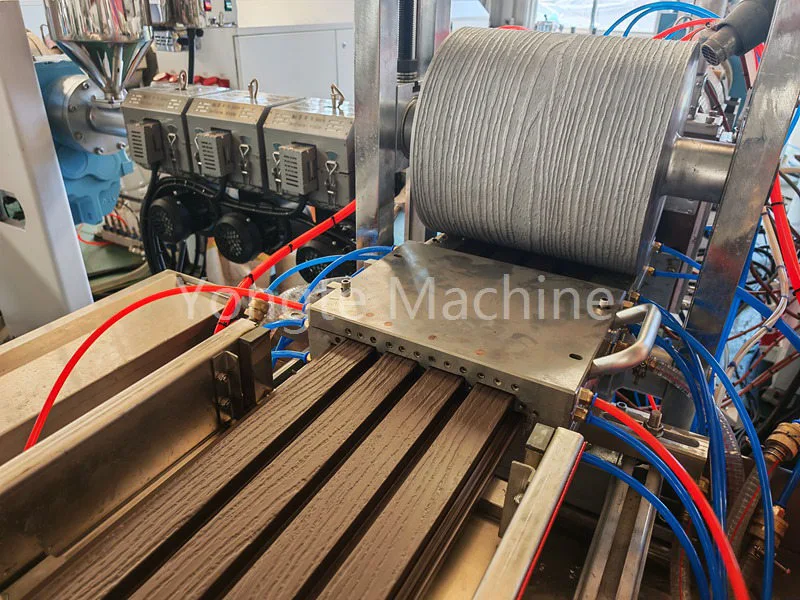
Yongte उच्च गतीसाठी व्यावसायिक निर्माता आहेWPC डेकिंग एक्सट्रूजन लाइन उच्च दर्जाची WPC डेकिंग उत्पादने बनविण्याच्या उच्च क्षमतेसह. मध्ये उत्पादन गती वाढवण्यासाठीWPC डेकिंग एक्सट्रूजन लाइनs, मुख्य रणनीती पाच परस्पर जोडलेल्या उद्दिष्टांवर लक्ष केंद्रित करते: प्लॅस्टिकायझेशन कार्यक्षमता स्थिर करणे, सामग्रीचा प्रतिकार कमी करणे, जलद शीतकरण सक्षम करणे, पूर्ण-लाइन सिंक्रोनाइझेशन सुनिश्चित करणे आणि डाउनटाइम कमी करणे - हे सर्व कठोर उत्पादन गुणवत्ता मानकांचे पालन करताना.

I. फॉर्म्युलेशन आणि कच्चा माल प्रीट्रीटमेंट (गुळगुळीत बाहेर काढण्यासाठी पाया)
1. प्रवाहक्षमता आणि थर्मल स्थिरता वाढविण्यासाठी फॉर्म्युलेशन ऑप्टिमाइझ करा
· कंपॅटिबिलिटी एजंट/लिंकर: लाकूड पावडर-प्लास्टिक आसंजन वाढवण्यासाठी पुरेसा मॅलिक एनहाइड्राइड-ग्रॅफ्टेड पीई/पीपी (उदा. MAH-g-PE) जोडा, ज्यामुळे ग्लोमेरेशन आणि वितळणे कमी होते.
· स्नेहक प्रणाली:
o अंतर्गत स्नेहक (उदा., स्टीरिक ऍसिड, पीई मेण) वितळण्याची स्निग्धता कमी करतात, ज्यामुळे स्क्रू शीअर हीट आणि मुख्य युनिटचा भार कमी होतो.
o बाह्य वंगण (उदा. पॅराफिन, ऑक्सिडाइज्ड पॉलीथिलीन मेण): मटेरियल-टू-सिलेंडर/मोल्ड घर्षण आणि कमी एक्सट्रूजन दाब कमी करा.
o एकूण जोडणीची रक्कम 1%–3% च्या आत नियंत्रित केली जावी जेणेकरुन अत्याधिक बाह्य सरकता ज्यामुळे स्तरीकरण आणि पृष्ठभाग दोष होऊ शकतात.
· फिलिंग आणि लाकूड पावडर: लाकूड पावडरची आर्द्रता ≤3% पर्यंत नियंत्रित केली पाहिजे, एकसमान कण आकार (80-120 जाळी); सक्रिय कॅल्शियम कार्बोनेट तेलाचे शोषण कमी करण्यासाठी आणि चिकटपणा वाढवण्यासाठी निवडले पाहिजे.
2. मिक्सिंग आणि प्री-प्लास्टिकायझेशन (फ्रंट-एंड बॉटलनेक)
· कोल्ड मिक्सिंगसह हाय-स्पीड हॉट मिक्सिंग डेड झोनशिवाय एकसमान मिक्सिंग सुनिश्चित करते, स्थानिकीकृत "डेड मटेरियल" किंवा ग्लोमेरेशन प्रतिबंधित करते.
· जेव्हा शक्य असेल तेव्हा, ग्रॅन्युलमध्ये पावडर सामग्री फ्यूज करण्यासाठी प्री-ग्राइंडिंग प्रक्रियेचा समावेश केला जाऊ शकतो, अधिक स्थिर आहार, जलद प्लास्टीलायझेशन आणि लाइन स्पीडमध्ये 20%–30% वाढ सुनिश्चित करणे.

II. एक्सट्रूडर होस्ट आणि स्क्रू (कोर पॉवर युनिट)
1. स्क्रू आणि बॅरलचे ऑप्टिमायझेशन
· उच्च आस्पेक्ट रेशो (L/D=40–48) आणि उच्च-टॉर्क समांतर ट्विन स्क्रू कातरणे आणि मिक्सिंग कार्यप्रदर्शन वाढविण्यासाठी निवडले जातात, ज्यामुळे ते उच्च-भरणा-या WPC फॉर्म्युलेशनसाठी योग्य बनतात.
· स्क्रू कॉम्बिनेशन: कन्व्हेइंग सेक्शनचे व्हॉल्यूम वाढवा, मिक्सिंग ब्लॉक/शिअर ब्लॉकचे लेआउट ऑप्टिमाइझ करा, शीअर हीट कमी करा आणि प्लॅस्टिकायझिंगच्या आधारे कन्व्हेइंग कार्यक्षमता सुधारा.
· मोल्ड बॅरल हीटिंग: स्थानिकीकृत ओव्हरहाटिंग किंवा अपुरे प्लास्टिकीकरण टाळण्यासाठी तापमान चढउतार ≤±1℃ सह झोन केलेले अचूक तापमान नियंत्रण (PID) वापरते.
2. वेग आणि लोड जुळणी (प्रवेगाची गुरुकिल्ली)
· मोटर गती: रेट केलेले टॉर्क आणि स्थिर विद्युत् प्रवाह ७०%-९०% राखून हळूहळू गती वाढवा (PE/PP सिस्टीम 150-250 rpm पर्यंत पोहोचू शकतात).
· फीडिंग सिंक्रोनाइझेशन: वजन कमी करणारा फीडर वापरला जातो, जो स्क्रू स्लॉट फिलिंग रेट 70%–90% सुनिश्चित करण्यासाठी मुख्य मशीनच्या रोटेशनल स्पीडशी जोडलेला असतो, "निष्क्रिय रोटेशन" किंवा ओव्हरलोड प्रतिबंधित करतो.
व्हॅक्यूम सिस्टम: स्थिर उच्च व्हॅक्यूम (-0.08 ते-0.09 MPa) राखते, पाण्याची वाफ आणि अस्थिर घटक त्वरित काढून टाकते, बुडबुडे कमी करते, पृष्ठभागाची गुणवत्ता सुधारते आणि प्रक्रियेचा वेग वाढवते.

III. मोल्ड आणि सेटिंग (जास्तीत जास्त रेखीय गती निश्चित करा)
1. मोल्ड डिझाइन आणि फ्लो चॅनेल ऑप्टिमायझेशन
· CFD सिम्युलेशनद्वारे अनुकूलित हॅन्गर प्रकार आणि फिश टेल प्रकार डाय हेडमध्ये गुळगुळीत प्रवाह चॅनेल आणि एकसमान दाब वितरण आहे, ज्यामुळे सामग्री चिकटणे आणि स्थानिक अतिउष्णता टाळता येते.
· डायचे अंतर वाजवी आहे, आणि कॉम्प्रेशन रेशो मध्यम आहे (3-5:1), ज्यामुळे एक्सट्रूजन प्रेशर आणि वितळण्याची प्रतिकारशक्ती कमी होते.
· मोल्ड हीटिंग: झोन केलेले तापमान नियंत्रण आणि पुरेशा गरम शक्तीसह, मोल्ड पोकळीतील वितळण्याचे तापमान एकसमान आणि तरलता सुसंगत असल्याचे सुनिश्चित केले जाते.
2. कॅलिब्रेशन सिस्टम (वेग सुधारण्यासाठी मुख्य अडचण)
· लांबलचक सेटिंग टेबल (सामान्यत: 8-12 मी) थंड होण्याचे क्षेत्र आणि संपर्क वेळ वाढवते.
शीतलक मार्ग :
o उच्च प्रवाह, कमी-तापमानावर फिरणारे पाणी (15-25°C) उष्णता वेगाने नष्ट करण्यासाठी आणि सेटिंग वेळ कमी करण्यासाठी वापरले जाते.
o मोल्डमध्ये मल्टी-पॉइंट फवारणी आणि व्हॅक्यूम शोषण हे सुनिश्चित करते की प्रोफाइल त्वरीत साच्याला चिकटते, मितीय स्थिरता राखते आणि विकृती प्रतिबंधित करते.
व्हॅक्यूम स्थिरता: एकसमान कूलिंगसह प्रोफाइल पूर्णपणे शोषले गेले आहे याची खात्री करते, कर्षण गती लक्षणीयरीत्या वाढवते.
IV. ट्रॅक्शन, कूलिंग आणि रीअर सेक्शन (संपूर्ण रेषेवर सिंक्रोनस)
1. कर्षण प्रणाली
· मल्टी-रोल, उच्च-घर्षण कर्षण मशीन क्लोज्ड-लूप (पीआयडी) मध्ये मुख्य मशीनच्या गतीसह, रेखीय गती चढउतार ≤±0.1m/min सह समक्रमित केले जाते.
· ट्रॅक्शन स्पीड मॅचिंग एक्सट्रुजन रेट: शेपिंग कूलिंगला परवानगी देण्याच्या कारणास्तव, "हाय-स्पीड एक्सट्रूजन + हाय-स्पीड कर्षण" साध्य करण्यासाठी हळूहळू कर्षण वाढवा.
2. कूलिंग सिस्टम (दुय्यम कूलिंग)
· स्प्रे कूलिंग वॉटर टँक (5-10m) वाढवा जेणेकरून प्रोफाइल तयार टेबल सोडल्यानंतर खोलीच्या तपमानावर वेगाने थंड होईल याची खात्री करा, त्यानंतरचे विकृतीकरण किंवा खराब कटिंग टाळा.
· कूलिंग फॅन सहाय्यक: कूलिंग कार्यक्षमता वाढविण्यासाठी पृष्ठभागास जबरदस्ती एअर कूलिंग.
3. कटिंग आणि पॅलेटाइजिंग (डाउनटाइम कमी करणे)
· उत्पादन न थांबता सतत चालू असते.
· बर्स आणि कचरा कमी करण्यासाठी कटिंग पॅरामीटर्स ऑप्टिमाइझ करा आणि टूल बदल आणि साफसफाईची वारंवारता कमी करा.
· स्वयंचलित पॅलेटायझिंग / स्टॅकिंग: मॅन्युअल हस्तक्षेप कमी करते आणि उत्पादन कार्यक्षमता सुधारते.

V. प्रक्रिया नियंत्रण आणि बुद्धिमत्ता (स्थिर प्रवेग)
· तापमान वक्र ऑप्टिमायझेशन:
o बॅरल: फीडिंग सेक्शनमध्ये कमी तापमान (अँटी-ब्रिजिंग) → प्लास्टीझिंग सेक्शनमध्ये हळूहळू गरम होणे → एकसंध सेक्शनमध्ये स्थिर तापमान → डाय हेडमध्ये थोडे जास्त (तरलता राखण्यासाठी).
o अपुरे प्लॅस्टिकायझेशन आणि प्रेशर स्पाइक टाळण्यासाठी "निम्न समोर, उच्च मागे" पॅटर्न टाळा.
· दबाव निरीक्षण:
डोकेचा दाब वाजवी मर्यादेत ठेवा (उदा. 10-18 MPa). दबावात लक्षणीय चढउतार झाल्यास, गती कमी करा किंवा फॉर्म्युलेशन/मोल्डचे पुनरावलोकन करा.
· एकात्मिक प्रणाली नियंत्रण:
पीएलसी वन-टच स्टार्ट/स्टॉप आणि रिअल-टाइम पॅरामीटर समायोजनासह होस्ट, फीडिंग, व्हॅक्यूम, ट्रॅक्शन, कूलिंग आणि कटिंगसह सर्व घटक व्यवस्थापित करते.
· ऑनलाइन तपासणी:
लेसर व्यासाचे मापन, जाडी/रुंदीचा रिअल-टाइम फीडबॅक, कर्षण/तापमानाचे स्वयंचलित फाइन-ट्यूनिंग, समायोजनासाठी स्क्रॅप आणि डाउनटाइम कमी करणे.

सारांश
सर्वसमावेशक ऑप्टिमायझेशन साध्य करण्यासाठी, सुधारणा अनेक गंभीर क्षेत्रांमध्ये पसरल्या पाहिजेत: सूत्र आणि कच्चा माल प्रीट्रीटमेंट, एक्सट्रूझन मेन मशीन आणि स्क्रू कॉन्फिगरेशन, मोल्ड डिझाइन आणि शेपिंग सिस्टम, ट्रॅक्शन कूलिंग आणि डाउनस्ट्रीम प्रक्रिया, तसेच प्रक्रिया नियंत्रण आणि बुद्धिमान व्यवस्थापन प्रणाली. प्रथम, तरलता आणि थर्मल स्थिरता वाढविण्यासाठी सामग्रीचे सूत्र ऑप्टिमाइझ करणे—अचूक मिश्रण आणि पूर्व-प्लास्टिकायझेशनसह—गुळगुळीत एक्सट्रूझनसाठी मूलभूत आधार स्थापित करते. दुसरे, स्क्रू-बॅरेल असेंब्ली अपग्रेड करणे आणि इष्टतम स्पीड-लोड मॅचिंग सुनिश्चित करणे हे वेग वाढविण्यासाठी मुख्य ड्रायव्हर म्हणून काम करते. तिसरे, अत्याधुनिक मोल्ड डिझाइन, फ्लो चॅनेल ऑप्टिमायझेशन आणि व्हॅक्यूम शेपिंग टेबल सुधारणा रेषेचा वेग वाढवण्यासाठी महत्त्वपूर्ण सक्षमक म्हणून काम करतात. याव्यतिरिक्त, डाउनस्ट्रीम प्रक्रिया ऑप्टिमायझेशन—ट्रॅक्शन सिस्टम, कूलिंग लाइन्स आणि ऑटोमेटेड कटिंग/पॅलेटायझिंग—फुल-लाइन सिंक्रोनाइझेशन सुलभ करते आणि उत्पादन डाउनटाइम कमी करते. शेवटी, प्रगत प्रक्रिया नियंत्रण आणि बुद्धिमान तंत्रज्ञान स्थिर, सातत्यपूर्ण उत्पादन सुनिश्चित करतात, ज्यामुळे उत्पादनाच्या गुणवत्तेशी तडजोड न करता टिकाऊ गती सुधारणे लक्षात येते.
संबंधित बातम्या
- 4 पोकळी पुनर्नवीनीकरण केलेले प्लास्टिक प्रोफाइल एक्सट्रूजन मशीन 8 मीटर/मिनिट उच्च गतीपर्यंत पोहोचते
- WPC एक्सट्रूडर उत्पादन समस्यांसाठी उपाय
- Yongte WPC मशीनमध्ये कोणती सामग्री वापरली जाऊ शकते?
- वेस्ट टेक्सटाईल रिसायकलिंग उत्पादन लाइनची यशस्वी चाचणी झाली
- इनडोअर डब्ल्यूपीसी वि आउटडोअर डब्ल्यूपीसी तुलना
- वेस्ट क्लोथिंग रीसायकलिंग आणि रियुटिलायझेशन प्रकल्प उपकरणांसाठी स्वीकृती चाचणी सूचना
मला एक संदेश द्या











