

फोर-कॅव्हीटी प्लॅस्टिक प्रोफाईल एक्सट्रुजन लाइनच्या असंतुलित एक्सट्रूजन गतीचे निराकरण करण्यासाठी तांत्रिक उपाय
फोर-कॅव्हीटी प्लॅस्टिक प्रोफाईल एक्सट्रुजन लाइनच्या असंतुलित एक्सट्रूजन गतीचे निराकरण करण्यासाठी तांत्रिक उपाय
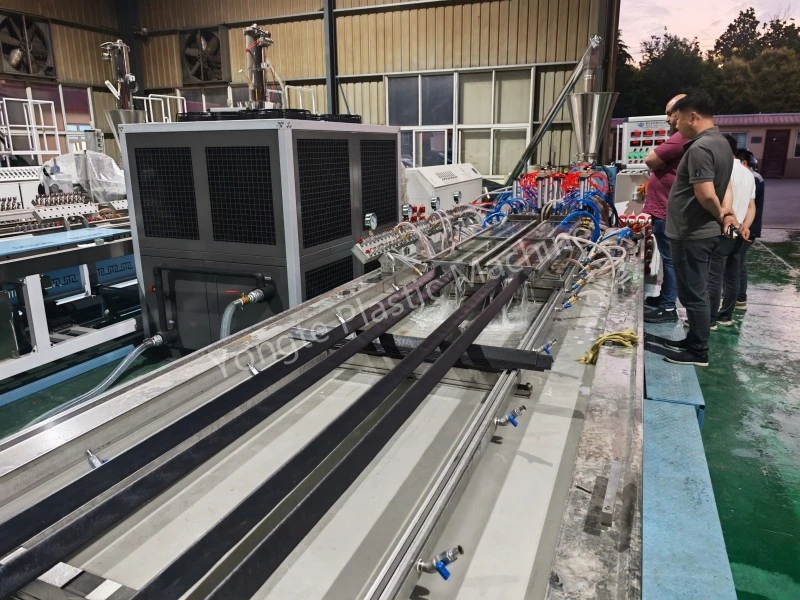
चार-पोकळी प्लास्टिक प्रोफाइल एक्सट्रूजन उत्पादन प्रक्रियेत, चार पोकळ्यांमध्ये असंतुलित एक्सट्रूझन वेग ही एक सामान्य तांत्रिक समस्या आहे. या समस्येमुळे उत्पादनाची मितीय अचूकता, असमान भिंतीची जाडी, सदोष प्रोफाइल आणि उत्पादनातील घट, मोठ्या प्रमाणावर उत्पादनाची स्थिरता आणि कार्यक्षमता गंभीरपणे प्रतिबंधित होईल. ग्राहकांच्या वास्तविक उत्पादन सामग्री आणि उत्पादनाच्या वैशिष्ट्यांवर आधारित, Yongte अभियांत्रिकी संघाने चार-पोकळी प्रोफाइलच्या विसंगत ऑपरेटिंग गतीच्या समस्येचे पूर्णपणे निराकरण करण्यासाठी लक्ष्यित व्यावसायिक ऑप्टिमाइझ्ड डाय आणि सपोर्टिंग सिस्टम डिझाइन योजना विकसित केली आहे, उच्च-स्पष्टता, स्थिर आणि चार-पोकळी एक्सट्रुजन उत्पादनाची समकालिकता लक्षात घेऊन.
1. तांत्रिक समस्यांची पार्श्वभूमी
पारंपारिक इंटिग्रेटेड फोर-कॅव्हीटी एक्सट्रूजन डायज अविभाज्य हीटिंग आणि फ्लो कंट्रोल स्ट्रक्चरचा अवलंब करतात. Affected by factors such as uneven melt flow distribution, temperature deviation of die local areas, and processing assembly errors, the extrusion speed of the four cavities is prone to inconsistency during continuous production. The speed deviation between cavities will lead to differences in profile forming speed and cooling shrinkage, resulting in batch quality defects such as warping, deformation, out-of-tolerance size and uneven surface flatness of finished products, which cannot meet the high-standard production requirements of plastic profiles.
2. व्यावसायिक ऑप्टिमाइज्ड डिझाइन योजना
ग्राहकाच्या कच्च्या मालाची वैशिष्ट्ये, उत्पादन संरचना पॅरामीटर्स आणि ऑन-साइट उत्पादन परिस्थितीसह, Yongte अभियंत्यांनी खालीलप्रमाणे तपशीलवार तांत्रिक उपायांसह, डाय स्ट्रक्चर, फ्लो कंट्रोल, ट्रॅक्शन कटिंग आणि सहाय्यक संदेशवहन प्रणालीसाठी लक्ष्यित सानुकूलित डिझाइन केले आहे:
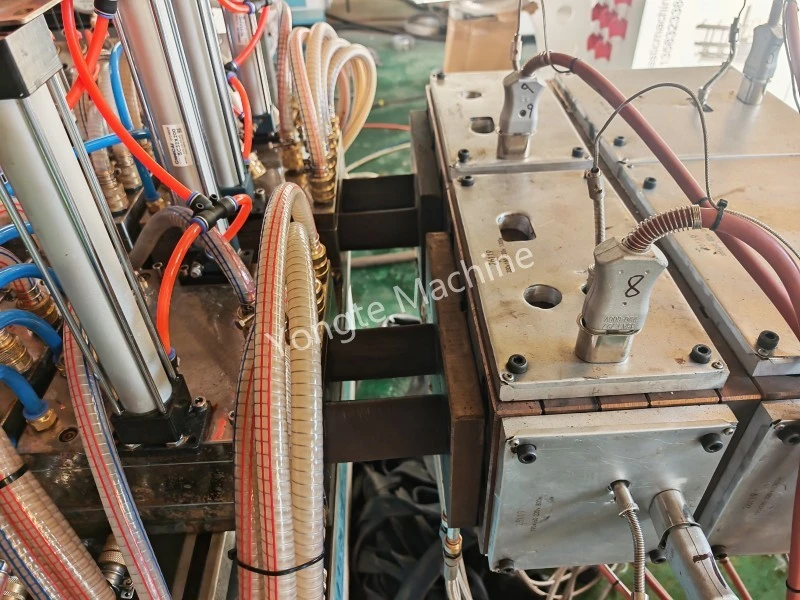
2.1 स्वतंत्र तापमान नियंत्रणासह ड्युअल डाय बॉडी स्ट्रक्चर
मूळ अविभाज्य चार-पोकळी डाय बॉडी a साठी अनुकूल आहेदुहेरी स्वतंत्र शरीर रचना, प्रत्येक डाई बॉडी दोन एक्सट्रूजन पोकळ्यांनी सुसज्ज आहे. डाय बॉडीचे दोन संच संरचनात्मक डिझाइन आणि तापमान नियंत्रण प्रणालीमध्ये पूर्णपणे स्वतंत्र आहेत. Each die body is configured with an independent heating module and temperature control unit, which can realize separate precision temperature adjustment and constant temperature control. This design effectively solves the problem of inconsistent melt fluidity caused by integral die temperature deviation, stabilizes the plastic melting state of each cavity from the source, and eliminates the fundamental cause of speed difference between different die bodies.

2.2 सिंगल डाय बॉडीसाठी स्वतंत्र प्रवाह समायोजन यंत्रणा
प्रत्येक स्वतंत्र डाय बॉडी विशेष प्रवाह समायोजन नट उपकरणाने सुसज्ज आहे. लहान प्रवाह फरक आणि असेंबली त्रुटींमुळे एकाच सिंगल डाय बॉडीच्या आत असलेल्या दोन पोकळ्यांच्या वेगाच्या विचलनासाठी, प्रवाह समायोजन नटद्वारे ऑन-लाइन बारीक समायोजन केले जाऊ शकते. एकाच पोकळीच्या वितळलेल्या फीडिंग प्रवाहाचे अचूक समायोजन करून, एकाच डाई बॉडीमधील दोन पोकळ्यांचा एक्सट्रूझन वेग पूर्णपणे समकालिक ठेवला जाऊ शकतो, पोकळीच्या गतीचे सूक्ष्म-स्तरीय कॅलिब्रेशन लक्षात घेऊन आणि एक्सट्रूझन आउटपुटची एकसमानता सुनिश्चित करून आणि त्याच गटातील प्रत्येक पोकळीचा वेग तयार होतो.
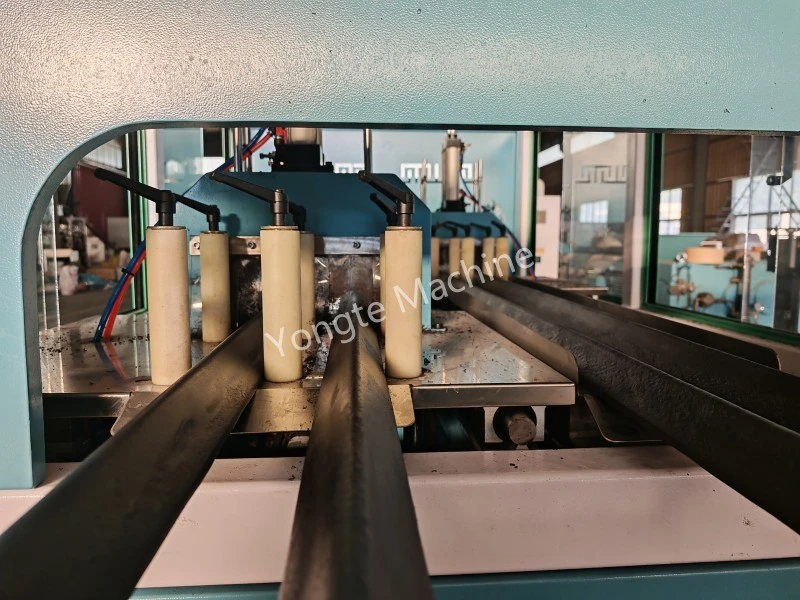
2.3 दुहेरी स्वतंत्र ट्रॅक्शन गती नियंत्रण प्रणाली
ड्युअल डाय बॉडी आणि दुहेरी-समूह पोकळी लेआउटशी जुळण्यासाठी स्वतंत्र ट्रॅक्शन सिस्टमचे दुहेरी संच कॉन्फिगर केले आहेत. Different from the traditional single traction mode driving four cavities simultaneously, the two sets of traction equipment operate independently with separate speed control programs. The system can independently adjust the traction speed of the two groups of two-cavity profiles according to the actual extrusion speed of the two die bodies, realizing dynamic matching of extrusion speed and traction speed, avoiding profile stretching, shrinkage and dimensional deviation caused by asynchronous traction, and further ensuring the overall speed consistency of the four cavities.

2.4 स्वतंत्र स्थिर-लांबी कटिंग प्रणाली
ड्युअल-ग्रुप एक्सट्रूजन आणि ट्रॅक्शन स्ट्रक्चरशी संबंधित, स्वतंत्र कटिंग सिस्टमचे दोन संच वेगळ्या निश्चित-लांबीच्या कटिंग ऑपरेशनसाठी सुसज्ज आहेत. प्रत्येक कटिंग सिस्टम स्वतंत्रपणे प्रोफाइलच्या संबंधित गटाच्या धावण्याच्या गती आणि फीडिंग स्ट्रोकचा मागोवा घेते आणि जुळते. स्वतंत्र कटिंग कंट्रोल मोड थोड्या वेगाच्या फरकांसह प्रोफाइलच्या युनिफाइड कटिंगमुळे उद्भवणारी कटिंग त्रुटी आणि लांबीची विसंगती दूर करते, प्रत्येक पोकळी प्रोफाइलची निश्चित-लांबी कटिंग अचूकता सुनिश्चित करते आणि उत्पादन पात्रता दर सुधारते.
2.5 मॅचिंग ऑटोमॅटिक कन्व्हेइंग आणि स्टॅकिंग सिस्टम
स्वतंत्र कन्व्हेइंग आणि स्टॅकिंग रॅकचे दोन संच कॉन्फिगर केले आहेत, जे ड्युअल कटिंग सिस्टमशी तंतोतंत जुळतात. After the completion of fixed-length cutting by the cutting equipment, the conveying and stacking equipment automatically completes the material receiving, conveying and stacking work of the corresponding group of profiles. The synchronous and independent operation of the conveying system avoids material accumulation, extrusion and conveying confusion caused by asynchronous speed of different cavity profiles, ensures the smooth and continuous operation of the whole production line, and realizes automated and orderly production.

3. तांत्रिक फायदे आणि उत्पादन प्रभाव
Through the above systematic customized design, the problem of inconsistent four-cavity extrusion speed in plastic profile production is completely solved. The dual-die independent temperature control + single-group flow fine adjustment + dual independent traction and cutting system forms a full-link speed calibration and synchronous control system. The scheme has the following significant advantages: first, it realizes source control of melt flow and temperature, and eliminates the initial speed difference of extrusion; दुसरे, चार पोकळ्यांचे दीर्घकालीन समकालिक ऑपरेशन सुनिश्चित करण्यासाठी उत्पादन प्रक्रियेत गतीचे गतिमान सूक्ष्म समायोजन लक्षात येते; तिसरे, जुळणारी स्वयंचलित सहाय्यक प्रणाली उत्पादनाची स्थिरता आणि तयार उत्पादनांची सुसंगतता सुधारते.
ऑन-साइट उत्पादन पडताळणीनंतर, हे ऑप्टिमाइझ केलेले डिझाइन प्रभावीपणे चार-पोकळी प्रोफाइलची मितीय सहिष्णुता आणि दोष दर कमी करते, एकूण उत्पादन स्थिरता आणि एक्सट्रूजन लाइनची उत्पादन कार्यक्षमता सुधारते आणि विविध प्लास्टिक प्रोफाइलच्या दीर्घकालीन आणि उच्च-वॉल्यूम प्रमाणित उत्पादनासाठी योग्य आहे.

संबंधित बातम्या
- 4 कॅव्हिटी प्लास्टिक प्रोफाइल उत्पादन लाइन यशस्वीरित्या चालू केल्यानंतर जॉर्डनला वितरण
- लाकूड-प्लास्टिक संमिश्र दरवाजाच्या पृष्ठभागाच्या पिवळ्या, रेषा आणि ठिसूळपणासाठी व्यावसायिक उपाय
- 4 पोकळी पुनर्नवीनीकरण केलेले प्लास्टिक प्रोफाइल एक्सट्रूजन मशीन 8 मीटर/मिनिट उच्च गतीपर्यंत पोहोचते
- WPC एक्सट्रूडर उत्पादन समस्यांसाठी उपाय
- Yongte WPC मशीनमध्ये कोणती सामग्री वापरली जाऊ शकते?
- वेस्ट टेक्सटाईल रिसायकलिंग उत्पादन लाइनची यशस्वी चाचणी झाली
मला एक संदेश द्या











