

डब्ल्यूपीसी दरवाजा फ्रेम उत्पादन लाइनमध्ये फोम का अयशस्वी झाला?
डब्ल्यूपीसी दरवाजा फ्रेम उत्पादनामध्ये फोमिंग नसलेल्या समस्येचे निराकरण करण्यासाठी उपाय
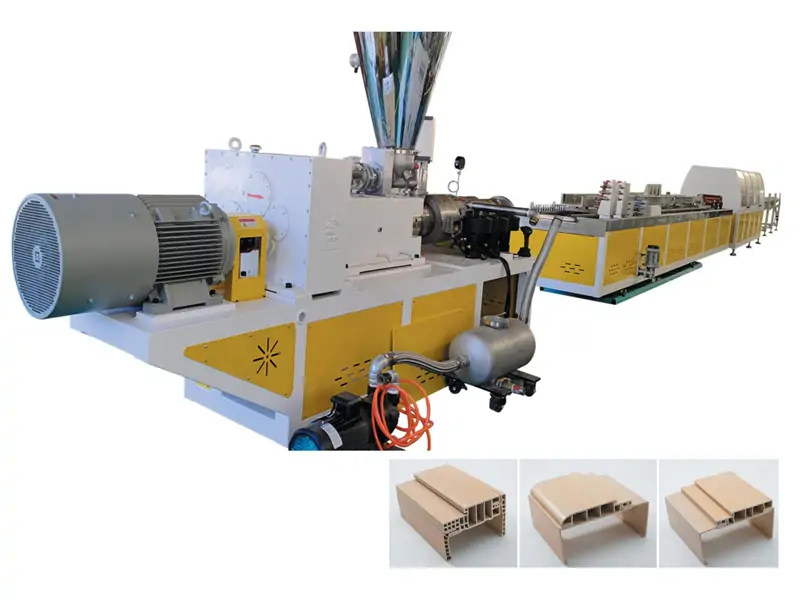
योंगटेWPC डोअर फ्रेम मॅन्युफॅक्चरिंग मशीनफोमिंग तंत्रज्ञानाचा वापर करून पीव्हीसी-लाकूड संमिश्र सामग्रीपासून उच्च दर्जाच्या दरवाजाच्या फ्रेम तयार करते. ही अत्याधुनिक उपकरणे PVC मॅट्रिक्स आणि लाकूड तंतूंचे संयोजन परिपूर्ण करण्यासाठी अचूक तापमान नियंत्रण मॉड्यूल्स आणि विशेष स्क्रू सेटअप एकत्र करतात. दरम्यान, त्याची फोमिंग सिस्टम अगदी सेल वितरणाची हमी देते, ज्यामुळे स्ट्रक्चरल ताकद आणि उष्णता दोन्ही सुधारते - तयार दरवाजाच्या फ्रेमची इन्सुलेट वैशिष्ट्ये.
तथापि, अनेक ऑपरेटर्सना उत्पादनादरम्यान फोम तयार होण्यामध्ये अडचणी येतात, परिणामी उत्पादनाचे जास्त वजन आणि परिणामी उत्पादन खर्च जास्त होतो - ज्यामुळे बाजार बहिष्कृत होऊ शकतो. उद्योगाच्या अनेक वर्षांच्या अनुभवावर आधारित, Yongte अभियंत्यांनी फोम निर्मिती समस्येचे निराकरण करण्यासाठी खालील उपायांचे संकलन आणि विश्लेषण केले आहे. खाली वर्णन केलेली कारणे स्पष्ट करतात की लाकूड-प्लास्टिकच्या दरवाजाच्या चौकटी बाहेर काढताना फेस का पडत नाहीत आणि स्वत: ची तपासणी करण्यासाठी चरणांची रूपरेषा दर्शवितात.
I. फॉर्म्युलेशन आणि कच्च्या मालाच्या समस्या (सर्वात सामान्य)
1. दोषपूर्ण किंवा अपुरा फोमिंग एजंट
· इंद्रियगोचर: साचा बाहेर काढल्यावर विस्तार होत नाही; अत्यंत उच्च घनता; कठोर पोत.
फोमिंग एजंट कारणे आणि उपाय
|
कारणे |
उपाय |
|
फोमिंग एजंटचा अपुरा डोस (AC/NC/OBSH) (सामान्य श्रेणी: 0.8-1.5 किलो प्रति 100 किलो पीव्हीसी) |
फोमिंग एजंटचे प्रमाण 0.2-0.3 किलो प्रति बॅचने वाढवा; हळूहळू 1.0-1.2 kg प्रति 100 kg PVC वर समायोजित करा.
|
|
फोमिंग एजंट हायग्रोस्कोपीसिटी, क्लंपिंग, कालबाह्यता किंवा विघटन कार्यक्षमतेमध्ये तीव्र घट दर्शविते. |
फोमिंग एजंटच्या नवीन बॅचने बदला आणि कोरड्या वातावरणात साठवा. |
|
ॲक्टिव्हेटर्स (जसे की ZnO किंवा ZnSt) च्या अनुपस्थितीमुळे अत्यधिक उच्च विघटन तापमान आणि अपूर्ण विघटन होते. |
विघटन तापमान कमी करण्यासाठी 0.1-0.3 किलो ZnO सक्रिय करणारा म्हणून जोडा. |
2. असंतुलित फोमिंग रेग्युलेटर (उदा. ACR किंवा फोमिंग रेग्युलेटर)
· इंद्रियगोचर: एकतर फोमिंग होत नाही किंवा फोमिंगमुळे कोशिकाची खडबडीत रचना किंवा पेशी कोसळतात.
फोमिंग रेग्युलेटर आणि सोल्यूशनचा वापर
|
फोमिंग रेग्युलेटर |
समस्या सादरीकरण |
उपाय |
|
अपुरा डोस
|
कमी वितळण्याची ताकद → वायू कॅप्चर करण्यात अयशस्वी → फोमिंग किंवा बबल फुटण्याची अनुपस्थिती |
1. मानक डोस: 5-8 किलो (ACR530) 2. फोमिंग होत नसल्यास: वितळण्याची ताकद वाढवण्यासाठी मॉडिफायरचा 0.5-1 भाग जोडा 3. अजूनही फोमिंग होत नसल्यास: वितळणारा चिकटपणा कमी करण्यासाठी मॉडिफायर डोस 0.3-0.5 किलोने कमी करा |
|
अति प्रमाणात डोस |
अत्यधिक वितळणे चिकटपणा → प्रतिबंधित बबल विस्तार → फोमिंगशिवाय उच्च घनता |
1. मानक डोस: 5-8 किलो (ACR530) 2. फोमिंग होत नसल्यास: वितळण्याची ताकद वाढवण्यासाठी मॉडिफायरचा 0.5-1 भाग जोडा 3. अजूनही फोमिंग होत नसल्यास: वितळणारा चिकटपणा कमी करण्यासाठी मॉडिफायर डोस 0.3-0.5 किलोने कमी करा |
o
3. असंतुलित स्नेहन प्रणाली (चुकीचे अंतर्गत/बाह्य स्लिप गुणोत्तर)
· इंद्रियगोचर: जलद किंवा मंद प्लॅस्टिकीकरण; मोल्ड इजेक्शन नंतर विस्तृत करण्यात अयशस्वी; गडद पृष्ठभाग.
फोमिंग प्रक्रियेत स्नेहन समस्या आणि उपाय
|
इश्यू |
कारण |
प्रभाव |
उपाय |
|
जास्त अंतर्गत स्लिप |
जलद प्लास्टिलायझेशन आणि अकाली फोमिंग |
डाई येथे प्रेशर रिलीझ; डिमॉल्डिंग केल्यावर फेस येत नाही |
अंतर्गत स्लिप कमी करा आणि बाह्य स्लिप वाढवा |
|
जास्त बाह्य स्लिप |
कमी वितळणे चिकटपणा आणि खराब गॅस अडकवणे |
फेस अयशस्वी |
ठराविक वंगण प्रमाण: अंतर्गत स्लिप (स्टीरिक ऍसिड) 0.5-0.9 किलो; बाह्य स्लिप (PE वॅक्स किंवा OPE) 0.3–0.8 kgs |
|
अपुरा स्नेहन |
खराब प्लास्टिकीकरण, उच्च टॉर्क, असमान तापमान वितरण |
अपूर्ण फोमिंग एजंट विघटन |
अंतर्गत स्लिप वाढवा आणि बाह्य स्लिप कमी करा |
o
4. जास्त भराव, लाकूड पीठ, किंवा पुनर्नवीनीकरण सामग्री
· इंद्रियगोचर: जास्त कोरडे साहित्य; खराब वितळणे प्रवाह; फेस येण्यात अडचण.
फिलर समस्या आणि उपाय
|
问题 |
解决方案 |
|
एकूण फिलर (लाकूड पीठ + कॅल्शियम कार्बोनेट) 180-220 किलोपेक्षा जास्त, किंवा पुनर्नवीनीकरण केलेल्या सामग्रीचे गुणोत्तर 30-50%, जास्त प्रमाणात वितळण्याची ताकद आणि खराब वायू प्रसारास कारणीभूत ठरते. |
पुनर्नवीनीकरण केलेल्या सामग्रीचे प्रमाण ≤30% पर्यंत मर्यादित करा; एकूण फिलर सामग्री 150-200 किलोच्या आत नियंत्रित करा. |
|
न वाळवलेले लाकूड पीठ (ओलावा सामग्री>2%) → उष्णता शोषण कमी, बिघडलेले प्लास्टीकीकरण आणि फोमिंगमध्ये हस्तक्षेप. |
ओलावा सामग्री <0.5% मिळविण्यासाठी 2-4 तास 80-120 डिग्री सेल्सिअस तापमानात कोरडे लाकूड पीठ. |
o
5. अपुरा किंवा खराब-गुणवत्तेचा थर्मल स्टॅबिलायझर
· घटना: स्थानिक जास्त गरम होणे, पिवळे होणे, अकाली फोमिंग एजंटचे विघटन, आणि मूस बाहेर काढल्यावर फेस न येणे.
· उपाय:
o • उच्च-तापमान स्थिरता सुनिश्चित करण्यासाठी शिसे मीठ किंवा कॅल्शियम-झिंक स्टॅबिलायझर 4.5-6 किलो वापरा.
• अकाली विघटन आणि स्नेहन असंतुलन टाळण्यासाठी स्थिरीकरण प्रणालीमध्ये सुधारणा करण्याचा विचार करा.
II. एक्स्ट्रुजन प्रक्रिया पॅरामीटर्स (तापमान / दाब / स्क्रू गती)
1. चुकीचे तापमान प्रोफाइल (प्राथमिक प्रक्रिया कारण)
· फोमिंग नसलेल्या ठराविक तापमान समस्या:
तापमान समस्या आणि परिणाम
|
तापमान समस्या |
प्रभावित करा |
परिणाम |
|
बॅरल तापमान खूप कमी |
फोमिंग एजंट विघटन करण्यात अयशस्वी |
फोमिंग नाही |
|
अत्याधिक उच्च समोर - झोन तापमान |
अकाली फेस येणे |
अंतर्गत डाई प्रेशर कमी होणे; पाडल्यावर विस्तार नाही |
|
अपुरा साचा पोकळी तापमान |
जास्त कडक वितळणे |
फुगे विस्तारू शकत नाहीत |
· शिफारस केलेले तापमान प्रोफाइल (शंकूच्या आकाराचे ट्विन-स्क्रू एक्सट्रूडर):
o • फीड झोन: 140–155°C (अकाली फेस येण्यापासून रोखण्यासाठी).
o • वितळणे/कंप्रेशन झोन: 160–175°C (फोमिंग एजंट विघटन विंडो).
o • बॅरल टेल/फ्लँज झोन: 165–178°C.
· • डाय/माउथ डाय: 160–172°C (बॅरल तापमानापेक्षा 5-10°C कमी).
प्रत्येक झोनसाठी सुचवलेले तापमान
|
झोन |
तापमान सूचना (युनिट: डिग्री सेल्सियस) |
नोंद |
|
फीड झोन |
140-155 |
अकाली फोमिंग टाळण्यासाठी |
|
वितळणे/संक्षेप क्षेत्र |
१६०-१७५ |
फोमिंग एजंट विघटन विंडो |
|
बॅरल टेल/फ्लँज झोन |
१६५-१७८ |
- |
|
मरणे/तोंड मरणे |
१६०-१७२ |
बॅरल तापमानापेक्षा 5-10°C कमी |
· समायोजन प्रक्रिया:
1. • प्रथम, तापमान 5-10 डिग्री सेल्सिअसने वाढवा आणि फोमिंग सुरू होते की नाही ते पहा.
2. • तरीही फोमिंग न झाल्यास: वितळण्याच्या क्षेत्राचे तापमान 5-8°C ने वाढवा.
3. • अकाली फोमिंग झाल्यास: फीड-झोन तापमान 5-10 डिग्री सेल्सियस कमी करा.
2. स्क्रू स्पीड-फीडिंग जुळत नाही
स्क्रू गती समस्या आणि उपाय
|
स्क्रू गती समस्या |
समस्या प्रकटीकरण |
उपाय |
|
अपुरा स्क्रू गती |
खराब प्लास्टिकीकरण आणि दीर्घकाळ राहण्याचा वेळ → अकाली फोमिंग किंवा गॅस विघटन |
सामान्य ऑपरेटिंग श्रेणी: 18-28 आरपीएम; फोमिंग नसलेल्या स्थितीसाठी, कातरणे आणि प्लॅस्टिकिझिंग कार्यप्रदर्शन सुधारण्यासाठी वेग 3-5 rpm ने वाढवा. |
|
स्क्रूचा वेग खूप जास्त आहे. |
कातरणे ओव्हरहाटिंग आणि जलद प्लास्टिकीकरण → अकाली फोमिंग |
सामान्य ऑपरेटिंग श्रेणी: 18-28 आरपीएम; अकाली फोमिंगसाठी, प्लास्टीलायझेशनला विलंब करण्यासाठी वेग 3-5 rpm ने कमी करा. |
|
फीडिंग स्पीड आणि एक्सट्रूजन स्पीड जुळत नाही
|
दबाव अस्थिरता
|
सामान्य ऑपरेटिंग श्रेणी: 18-28 rpm |
o
3. अपुरा इंट्रा-डाय प्रेशर
· इंद्रियगोचर: साचा बाहेर काढल्यावर विस्तार होत नाही; उच्च घनता.
· कारणे:
o • अत्याधिक डाई गॅप; अपुरा कॉम्प्रेशन रेशो; अकाली दबाव आराम.
· उपाय:
o • योग्यरित्या डाई गॅप कमी करा आणि डोक्याचा दाब वाढवा.
• व्हॅक्यूम सिस्टीम लीक किंवा ओव्हर-इव्हॅक्युएशन तपासा.
III. उपकरणे आणि मरणे समस्या
मशीन समस्या आणि उपाय
|
मशीन समस्या |
समस्येचे वर्णन |
उपाय |
|
एक्सट्रूडर स्क्रू परिधान |
कमी कॉम्प्रेशन रेशो, खराब प्लास्टिलायझेशन, कमी दाब |
स्क्रू बदला किंवा दुरुस्त करा |
|
चुकीचे तापमान नियंत्रण |
वास्तविक तापमान प्रदर्शित मूल्यापासून >10°C ने विचलित होते |
थर्मोकूपल्स रिकॅलिब्रेट करा |
|
मोल्ड रनर डिझाइन |
डेड झोन, सामग्रीचे संचय किंवा असमान तापमान वितरण |
पॉलिश करा, स्वच्छ करा आणि/किंवा हीटिंग बँड जोडा |
|
एक्झॉस्ट/व्हॅक्यूम सिस्टम |
अत्यधिक सक्शन → फोमिंग गॅस काढून टाकणे |
व्हॅक्यूम दाब कमी करा |
IV. जलद समस्यानिवारण पायऱ्या (प्राधान्य क्रमाने)
1. मटेरियल स्ट्रिप विश्लेषण:
o • मोल्ड इजेक्शन → अपुरा फोमिंग एजंट, अपघटित फोमिंग एजंट किंवा अत्याधिक कमी तापमानानंतर विस्ताराचा पूर्ण अभाव.
o • डाईच्या आत बुडबुडे तयार होतात परंतु डिमॉल्डिंगनंतर विस्तार होत नाही → अकाली फोमिंग (अत्याधिक फ्रंट-झोन उष्णता किंवा जास्त अंतर्गत स्लिप).
2. प्रिस्क्रिप्शन तपासणी:
o • फोमिंग एजंट + ॲक्टिव्हेटर डोस पुरेसे आहे का?
o • फोमिंग रेग्युलेटर डोस 5-8 किलोच्या आत आहे का?
o • अंतर्गत स्लिप जास्त आहे का?
o • पुनर्नवीनीकरण केलेली सामग्री किंवा फिलर सामग्री जास्त आहे का?
3. सिंगल-पॅरामीटर समायोजन (एकावेळी फक्त एक पॅरामीटर सुधारित करा):
o पायरी 1: मेल्टिंग झोन तापमान +5–10°C ने वाढवा; निरीक्षण
o पायरी 2: फोमिंग रेग्युलेटर +0.5 किलोने वाढवा.
o पायरी 3: अंतर्गत स्लिप -0.2 किलोने कमी करा आणि बाह्य स्लिप +0.2 किलोने वाढवा.
o पायरी 4: स्क्रूचा वेग +3–5 rpm ने वाढवा.
4. चाचणी आणि पडताळणी:
o • प्रत्येक समायोजनानंतर, सॅम्पलिंग करण्यापूर्वी 10-15 मिनिटे एक्सट्रूझन स्थिर करा.
• घनता, सेल रचना (छिद्र एकरूपता) आणि पृष्ठभाग स्केलिंगचे मूल्यांकन करा.
· लाकूड-प्लास्टिकच्या दरवाजाच्या चौकटींसाठी (प्रति 100 किलो पीव्हीसी) शिफारस केलेले सूत्रीकरण:
o • फोमिंग एजंट (AC): 1.0–1.2 kgs + ZnO: 0.2 kgs
o • फोमिंग रेग्युलेटर: 6-7 kgs
o • अंतर्गत स्नेहक (स्टीरिक ऍसिड): 0.6-0.8 kgs
o • बाह्य वंगण (पीई मेण): ०.४–०.६ किलो
o • फिलर (कोरडा आधार): 60-80 किलो
o • पुनर्नवीनीकरण केलेले साहित्य: ≤30%
संबंधित बातम्या
- 4 पोकळी पुनर्नवीनीकरण केलेले प्लास्टिक प्रोफाइल एक्सट्रूजन मशीन 8 मीटर/मिनिट उच्च गतीपर्यंत पोहोचते
- WPC एक्सट्रूडर उत्पादन समस्यांसाठी उपाय
- Yongte WPC मशीनमध्ये कोणती सामग्री वापरली जाऊ शकते?
- वेस्ट टेक्सटाईल रिसायकलिंग उत्पादन लाइनची यशस्वी चाचणी झाली
- इनडोअर डब्ल्यूपीसी वि आउटडोअर डब्ल्यूपीसी तुलना
- वेस्ट क्लोथिंग रीसायकलिंग आणि रियुटिलायझेशन प्रकल्प उपकरणांसाठी स्वीकृती चाचणी सूचना
मला एक संदेश द्या











